
- 首頁
- 彩(cǎi)鋼壓型板
- C型鋼


新(xīn)聞動態
News
 熱門推薦
熱門推薦
-
 寧夏鋼結構(gòu)廠(chǎng)房 鋼結構公司
寧夏鋼結構(gòu)廠(chǎng)房 鋼結構公司
-
 寧(níng)夏大型活動房組合廠家
寧(níng)夏大型活動房組合廠家
-
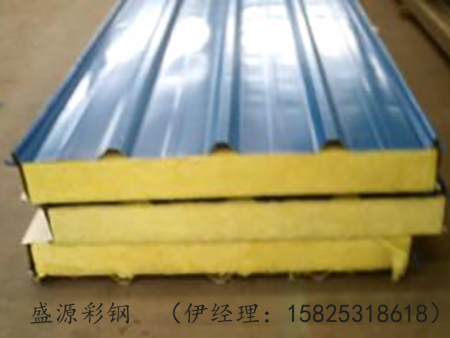
 彩鋼岩棉板.新批發價格 盛源彩鋼
彩鋼岩棉板.新批發價格 盛源彩鋼
-
 銀川鋼結構施工 鋼結(jié)構(gòu)廠房
銀川鋼結構施工 鋼結(jié)構(gòu)廠房
-
 寧夏 【c型鋼規格】c型鋼規格價格
寧夏 【c型鋼規格】c型鋼規格價格
-
 彩鋼壓(yā)型板報價 盛(shèng)源彩鋼
彩鋼壓(yā)型板報價 盛(shèng)源彩鋼
-
 寧夏鋼結構工(gōng)程廠房(fáng)車(chē)間
寧夏鋼結構工(gōng)程廠房(fáng)車(chē)間
-
 【銀川盛源彩鋼】承接各類 鋼結構廠房(fáng)工程,鋼結構(gòu)閣樓
【銀川盛源彩鋼】承接各類 鋼結構廠房(fáng)工程,鋼結構(gòu)閣樓
-
 鋼結構工程廠(chǎng)房車間建設(shè)
鋼結構工程廠(chǎng)房車間建設(shè)
-
 寧夏彩鋼活動板房搭建
寧夏彩鋼活動板房搭建
-
 工地(dì)專用彩鋼活動板房 批發供應
工地(dì)專用彩鋼活動板房 批發供應
-
 寧夏防火彩鋼板(bǎn)房製(zhì)作 彩鋼板廠家
寧夏防火彩鋼板(bǎn)房製(zhì)作 彩鋼板廠家
-
 寧夏彩鋼岩棉板廠家
寧夏彩鋼岩棉板廠家
-
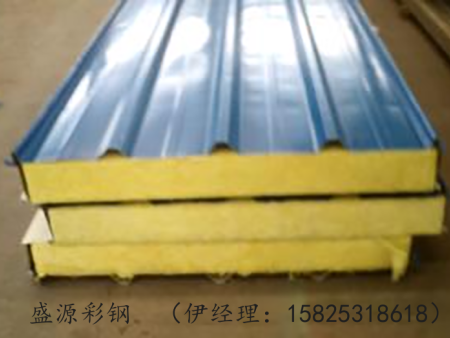 **複合彩鋼(gāng)岩棉板批發
**複合彩鋼(gāng)岩棉板批發
-
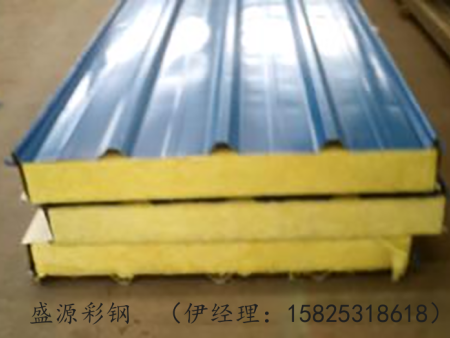 盛源彩(cǎi)鋼供應 銀川彩鋼岩棉(mián)板批發廠家
盛源彩(cǎi)鋼供應 銀川彩鋼岩棉(mián)板批發廠家
-
 寧夏鋼結構工程
寧夏鋼結構工程
-
 盛源彩鋼(gāng)鋼結構加工(gōng)廠
盛源彩鋼(gāng)鋼結構加工(gōng)廠
-
 廠家承接鋼結構工程(chéng) 盛源彩(cǎi)鋼
廠家承接鋼結構工程(chéng) 盛源彩(cǎi)鋼
-
 銀川防腐C型鋼批發
銀川防腐C型鋼批發
-
 寧夏C型鋼 鋼結構建築用C型鋼
寧夏C型鋼 鋼結構建築用C型鋼
-
 不等邊C型鋼 銀川C型鋼加工生產廠家
不等邊C型鋼 銀川C型鋼加工生產廠家
-
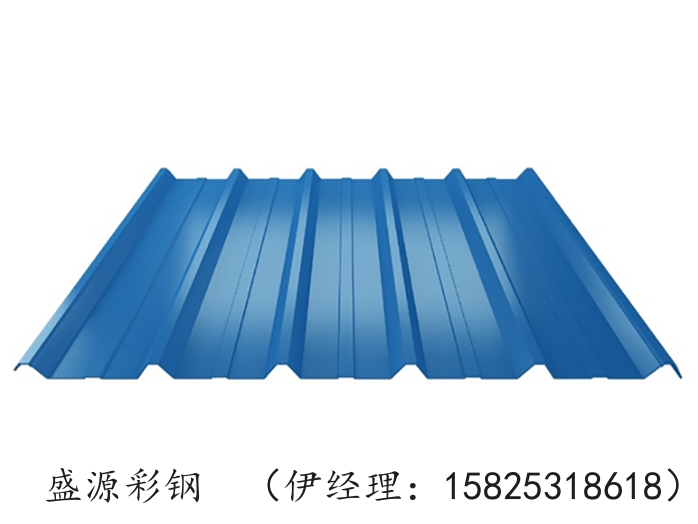 寧夏盛源(yuán)彩鋼壓型(xíng)板
寧夏盛源(yuán)彩鋼壓型(xíng)板
-
 彩鋼(gāng)壓型板 廠家定(dìng)製 銀川彩鋼板廠家
彩鋼(gāng)壓型板 廠家定(dìng)製 銀川彩鋼板廠家
-
 寧夏彩(cǎi)鋼(gāng)板廠家 盛源廠家直銷
寧夏彩(cǎi)鋼(gāng)板廠家 盛源廠家直銷


現階(jiē)段,銀川鋼結構已在廠房建築中獲得廣泛性的應用。而銀川鋼結構(gòu)廠房的關(guān)鍵構件是電焊焊接H型鋼柱、梁、撐。這些構件在生產過程中存在電焊焊接變形問題。如果不糾正電焊焊接變形,不僅會幹擾結構的整體安裝,也會降低工程的..性和可靠(kào)性。焊接鋼結構(gòu)產生的變形超出技(jì)術設計允許的變(biàn)形(xíng)範(fàn)圍,應盡量糾正,以(yǐ)滿足產品質(zhì)量要(yào)求。
銀川鋼結構
在生產過程中普遍(biàn)應(yīng)用的矯正方法,關鍵有機(jī)械矯正、火焰矯(jiǎo)正和綜合矯正。但火焰矯正是(shì)一門較難操作的工作,方法把握、溫度控製不合理也會造成構件新的較(jiào)大變形。因而,火焰矯正要有充足的社會經驗。
1銀川鋼結(jié)構焊接變形的種類與火焰矯正
銀川鋼結構的關鍵(jiàn)構件是電焊焊接H型(xíng)鋼柱、梁、撐。電焊焊接變形常常選用下列(liè)三種(zhǒng)火焰(yàn)矯正方法:

(1)線狀加熱法;
(2)點(diǎn)狀加熱(rè)法;
(3)三角形加熱法。
下麵介紹處理不同部位的施工方法。
下列為火焰矯正時的加熱溫(wēn)度(材質為低碳鋼)
注意(yì):火焰校正時,加熱溫度不能太(tài)高(gāo),過高(gāo)會導致金(jīn)屬變脆,影(yǐng)響衝擊韌性。16Mn在高溫矯正過程中不能用水冷卻,包含厚度(dù)或硬化傾向較大的鋼材
1.1翼緣(yuán)板的角變形
矯(jiǎo)正H型鋼柱、梁、撐角變(biàn)形。
翼緣板上(對準焊縫外)縱線加熱(加熱溫度控製在650度以下(xià)),注意加熱範圍不超過兩個焊腳的(de)控製範圍,不需要水冷。
線狀加熱時要注意:
(1)不應在(zài)同一個(gè)位置反複加(jiā)熱;
(2)加(jiā)熱過程中不能進行澆水。這兩個方麵是火焰矯正一般原則。
1.2柱、梁、撐的上拱與下撓及彎曲
一、在(zài)翼緣板上,對(duì)著縱長焊縫,從中間到兩端做線加熱,可以(yǐ)矯正彎曲變形。兩條加(jiā)熱(rè)帶應同步進行,以避免彎曲和扭(niǔ)曲變形。可采取低溫矯正或中溫矯正法。這(zhè)種方法有(yǒu)利於降低焊接內應力,但縱向收縮時很難掌握橫向收縮。
二、翼緣板(bǎn)做線狀加熱,腹板做三角形加熱。
采用(yòng)此方法對柱(zhù)、梁、撐彎曲變形進行矯正,效果明顯,橫線(xiàn)加熱寬度一般為20~90mm,板厚時,加熱寬度要窄一些,加(jiā)熱(rè)過程從中間寬到兩側展(zhǎn)開。
線性加熱.好由兩個人(rén)同時操作,頂端分別加熱三角形的寬度不應超過板厚的(de)兩倍,三(sān)角形的底部等於相(xiàng)應翼板的線性加(jiā)熱寬度。
加熱三角形從(cóng)頂端開(kāi)始,頂端(duān)從中心擴展到兩側,一層(céng)一層到(dào)三角形底部。加熱腹板時溫度不能過高,不(bú)然會引起凹陷變形,無法修複。
注:上(shàng)述銀川鋼結構(gòu)工程介紹(shào)的三角形加熱方法也適用於構件(jiàn)旁彎矯正。加熱時應選擇中溫矯正,少(shǎo)澆水。
香港全年资料大全免费>>管家婆一肖一码一中一特>>香港正版资料免费资料大全一- 新聞資訊
- 公司新聞
- 行業資訊
- 常(cháng)見問題
- 時事聚焦
全國谘詢熱線
15825318618
聯係人:伊經理

微信公(gōng)眾(zhòng)號
Copyright ©技術支持:尚來(lái)網絡15109677606 版權所有 寧ICP備17000260號 地址:銀川市望遠工業(yè)園區望遠大道 網(wǎng)站地圖 RSS XML 技術支持:銀川尚來 - C型鋼
 當(dāng)前位(wèi)置:
當(dāng)前位(wèi)置: