
- 首頁
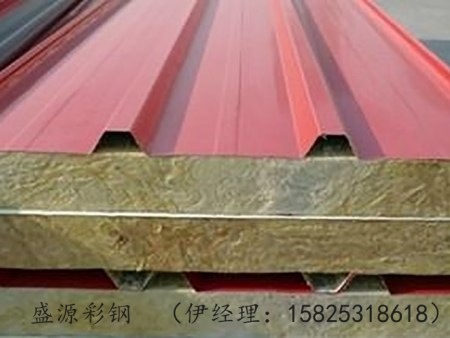
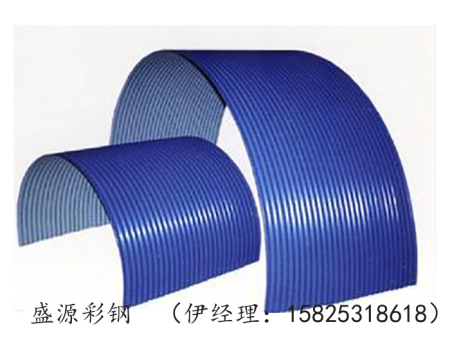
- 彩鋼壓型板
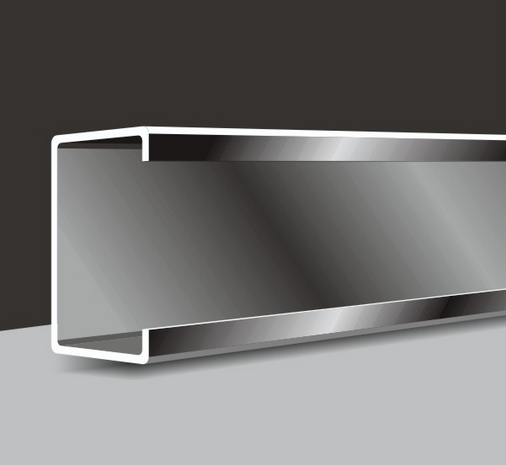
- C型鋼


新聞動(dòng)態
News
 熱門推薦
熱門推薦
-
 寧夏鋼結構廠(chǎng)房 鋼結構(gòu)公司(sī)
寧夏鋼結構廠(chǎng)房 鋼結構(gòu)公司(sī)
-
 寧夏大型活動房(fáng)組合廠家
寧夏大型活動房(fáng)組合廠家
-
 彩鋼岩棉(mián)板.新批(pī)發價格 盛源彩鋼
彩鋼岩棉(mián)板.新批(pī)發價格 盛源彩鋼
-
 銀川鋼結構施工 鋼結構廠房
銀川鋼結構施工 鋼結構廠房
-
 寧夏(xià) 【c型(xíng)鋼規格】c型鋼規格價格
寧夏(xià) 【c型(xíng)鋼規格】c型鋼規格價格
-
 彩鋼壓型板報價 盛源彩鋼
彩鋼壓型板報價 盛源彩鋼
-
 寧夏鋼結(jié)構工(gōng)程廠(chǎng)房車間
寧夏鋼結(jié)構工(gōng)程廠(chǎng)房車間
-
 【銀川盛源(yuán)彩鋼】承接各類 鋼結構廠房工程,鋼結構閣樓
【銀川盛源(yuán)彩鋼】承接各類 鋼結構廠房工程,鋼結構閣樓
-
 鋼結構工程廠房(fáng)車間建設
鋼結構工程廠房(fáng)車間建設
-
 寧夏彩鋼活動板房搭建
寧夏彩鋼活動板房搭建
-
 工地專用彩鋼活動板房 批發供應
工地專用彩鋼活動板房 批發供應
-
 寧夏防火彩鋼(gāng)板房製作 彩鋼板廠家
寧夏防火彩鋼(gāng)板房製作 彩鋼板廠家
-
 寧夏彩鋼岩棉板廠家
寧夏彩鋼岩棉板廠家
-
 **複合彩鋼岩(yán)棉板(bǎn)批發
**複合彩鋼岩(yán)棉板(bǎn)批發
-
 盛源彩鋼供應 銀川彩鋼岩(yán)棉板批發廠家
盛源彩鋼供應 銀川彩鋼岩(yán)棉板批發廠家
-
 寧夏鋼結構工程
寧夏鋼結構工程
-
 盛源彩鋼鋼結構加工廠
盛源彩鋼鋼結構加工廠
-
 廠家承接鋼結構工程 盛源彩鋼
廠家承接鋼結構工程 盛源彩鋼
-
 銀川防腐C型鋼批發
銀川防腐C型鋼批發
-
 寧夏C型鋼 鋼結構建築用C型鋼
寧夏C型鋼 鋼結構建築用C型鋼
-
 不等(děng)邊C型鋼 銀川C型鋼加工生產廠家
不等(děng)邊C型鋼 銀川C型鋼加工生產廠家
-
 寧夏盛源(yuán)彩鋼壓型板
寧夏盛源(yuán)彩鋼壓型板
-
 彩鋼壓型板 廠家定製 銀川彩鋼板廠家
彩鋼壓型板 廠家定製 銀川彩鋼板廠家
-
 寧夏彩鋼板(bǎn)廠(chǎng)家 盛源廠家直銷
寧夏彩鋼板(bǎn)廠(chǎng)家 盛源廠家直銷


作為鋼結構製作和連接的主要技術,焊接已(yǐ)經被廣泛應用於(yú)鋼結構(gòu)的製作(zuò)和安裝工藝之中。然而,焊接中產(chǎn)生的(de)變形問題不僅影響了鋼結構的外觀和(hé)使用性能,如果嚴重的話甚至會導致焊(hàn)件報(bào)廢,給企業造成直接經濟損失。特別是(shì)在大型鋼結構(gòu)件的焊接作業中(zhōng),這一問題表現得尤其突出。有(yǒu)鑒於(yú)此(cǐ),必須對焊接變形不同類型和原因進(jìn)行**分析(xī),並采取有力措施控製焊接變形量,以**不(bú)斷提高生產效率(lǜ)和鋼結構工程質(zhì)量,降(jiàng)低企業生產成本。
1焊接變(biàn)形的基(jī)本類型分析和原因(yīn)分析
焊接(jiē)變形的基本類型。所謂焊接變形是指鋼結構在焊接過程中(zhōng),由於施焊電弧高溫引起的變形(xíng),以及焊接完成後在構件中的(de)殘餘變形現象。在(zài)這兩類(lèi)變形中,焊接殘餘變形是影響焊接(jiē)質量的主要因素,也是破壞性.強的變形類型。焊接殘餘變形對結構的不同層次的影響分為整(zhěng)體變(biàn)形和局部變形;根據變形的不同特點則可分為:角(jiǎo)變形、彎曲變形、收縮變形、扭曲變形、波浪變形和錯(cuò)邊變形。在這些變形類型中,角變(biàn)形和波浪變形屬於局部變形,而其他類(lèi)型的(de)變形屬於整(zhěng)體變形。鋼(gāng)結構發(fā)生較多的變形類型(xíng)是整體變形。
②焊接變形產生的原因分析。鋼結構剛度:剛度是指結(jié)構體對拉(lā)伸方向和(hé)彎曲變形的抵(dǐ)抗能力。鋼結(jié)構的剛度主要取決於結構截(jié)麵形狀和(hé)尺(chǐ)寸的大(dà)小。例如,工字鋼截麵和縱向桁架變形量,主要取決於其橫截麵麵積(jī)的弦杆截麵大小的部分。再(zài)如,工字型、丁字型或其他形狀的型鋼的彎曲變形量主要取決於截麵的抗彎(wān)剛度。焊接連接縫位置和數量:當鋼結(jié)構剛度不足(zú)時,在設計焊接(jiē)連接縫位置和數量時,應在結構(gòu)體對稱(chēng)安排,且焊接順序是合理(lǐ)的,構件隻能產生線(xiàn)性變形;當焊縫(féng)為不對稱的安排,產生的多為彎曲變形。焊(hàn)接工藝:焊接電流偏大(dà)、焊條直徑較粗,使得焊接速度緩慢,可能導致(zhì)焊接變形大;厚鋼板焊接時,手工(gōng)焊接方法比(bǐ)自動焊接方法引起(qǐ)的變形(xíng)量較小(xiǎo);采用多層焊接(jiē)工藝(yì)時,首層的焊(hàn)縫收(shōu)縮變形.大,第(dì)二和第三層焊接變形量分別(bié)是首層的20%和5%?10%。也就是說(shuō),多層焊接的層數越多,焊接變形越明顯;斷續(xù)式焊縫(féng)與(yǔ)連續焊縫(féng)相比收縮變(biàn)形量小;對(duì)接式焊縫的橫向收(shōu)縮變形量比縱向收縮變形量大2至4倍;焊接(jiē)順序不當或(huò)在沒有焊(hàn)接妥當分部構件時就進行整體組裝焊接,很容易產生焊接(jiē)變形。因此,為了防治焊接變形,在焊接施工過程中必(bì)須製訂(dìng)合理的工藝措施。
2鋼結構焊接變形防治
2.1焊接節點構造設計
①控製焊縫的數量和大小。鋼結構焊縫數量多、尺寸大,焊接(jiē)時的熱輸入量也越多,造成的焊接變形也更大。因此,在(zài)鋼結構焊接節點構造設計時,應設法(fǎ)控製焊縫的數量和大(dà)小(xiǎo),盡可能(néng)減少焊接變形。②根據焊接工藝選擇適合的焊縫(féng)坡(pō)口(kǒu)的形狀和尺(chǐ)寸。對焊縫坡口形成與大小合理的選擇應能夠**鋼結構整體的承載能力充分。適當的坡口形狀和大小,可以通過減少截麵(miàn)積,進(jìn)一步減少(shǎo)結構的焊接變形量。③焊接節點的位置應處於構件截麵的對(duì)稱(chēng)處。結構中性(xìng)軸焊接節點的位置應盡可能(néng)在構件截(jié)麵的中性軸對稱位置,或(huò)盡量接近中性軸,同時應避免在高應力區。④對於節(jiē)點形式的選(xuǎn)擇,應選用的剛性小的節點形式。節點應(yīng)避免在(zài)雙向、三向交(jiāo)叉處,這樣避免由於焊縫集中而導致的高溫(wēn)和焊縫應力集中,從而減少焊接變形。
2.2工(gōng)藝措施
①組裝和焊接順序。鋼結構的製作、組裝應該在一個標準(zhǔn)的水平麵上進行。該平台應**所受的自重壓力的(de)程度足夠大,不會出現鋼構件失穩和下沉的現象,以滿足構件(jiàn)組裝的基本要求。在焊接小型構件時可一次完成,即在焊(hàn)接固定好位置後,用合適的焊接順序(xù)組裝完畢。而大型鋼結構組裝與焊接需要先將小件組焊接完畢,然後再進行.後的組裝和焊接。在進行部件組裝時(shí),為了防止組裝過程中產生過度的應力和變形,應(yīng)該使不同型(xíng)號的零配(pèi)件符(fú)合構件規定(dìng)大(dà)型鋼結構組裝與焊接需要先將小件組(zǔ)焊接完畢,然後再進行.後的組裝和(hé)焊接。在進行部件組裝時,為了(le)防止組裝過程中產生過度的應力和變(biàn)形(xíng),應該使不同型號的零配(pèi)件符合構件規(guī)定的規格、形狀大小(xiǎo)和樣板的要求,並且(qiě)組裝時不能有較大外力強製拚裝,以防止零部件過(guò)度(dù)焊接(jiē)應力和較大約束力帶來的變形。此外,組裝與焊接過程中應使焊接接頭熱量均勻,消除應力並減少變形;焊縫應做到對接間隙、坡(pō)口角度、搭接長(zhǎng)度和T形貼角的尺寸無(wú)誤,且(qiě)形(xíng)式、大(dà)小應與構件的設計和焊(hàn)接規範一致。
②反變形。由於(yú)在冷卻過(guò)程焊縫會產生收縮反應,結果使得減少了工件(jiàn)焊接後的尺寸。針對這個(gè)問題,為了彌補熱脹冷縮帶來的變形,在大型構件焊接時常用反變形(xíng)的方法。反變形方法是在進行焊接前使構件預先發生變形,使變形方向和焊接變形方(fāng)向相(xiàng)反、變形量大小基本相等。例如,為了防止工字鋼梁上下蓋板的焊接角變形,可以在焊前用油(yóu)壓機或折邊機在相反方(fāng)向預(yù)先(xiān)壓彎蓋板。
③焊件夾具。大型結構(gòu)件在焊接接(jiē)頭時各個工件和零件在自重和焊接應力的作用下,要想使其位置固(gù)定是比較困難的。所以,每件焊接工件和零件除了要用焊接平台固定位置外,還需(xū)要用到焊(hàn)件夾具有效地夾緊,以便防止工件發生變形。
在大多數的(de)情況下,通過采取適當的焊接節點構造設計措施和技術措施,可以(yǐ)有(yǒu)效地控製鋼結構的焊接(jiē)變形,以達到**工程質量的目的。但由於材料、結構以及焊接施工現場環境等因素的複雜多(duō)變,還應該在(zài)實踐中不斷總結和積累焊接經驗,提高控製焊接應力和焊接(jiē)變形技術水平。
香港全年资料大全免费>>管家婆一肖一码一中一特>>香港正版资料免费资料大全一- 產品展示
- 彩鋼壓型板(bǎn)
- C型鋼
- 鋼結構
- 彩鋼岩棉板
- 新聞資訊
- 公(gōng)司新聞
- 行業資訊
- 常(cháng)見問題
- 時事聚焦
全國谘(zī)詢熱(rè)線
15825318618
聯係人:伊經(jīng)理(lǐ)

微信公眾號
- C型鋼
 當前位置:
當前位置: